14-28 palcový okrúhly pletací stroj so stredným rozchodom

Funkcie
Vďaka humanizovanému a správnej kráse aerodynamického dizajnu je výška okrúhleho pletacieho stroja so strednou rozchodnicou vhodná pre obsluhu, aby dobre vykonávala svoju prácu, a my sme povedali, že obsluha je jednoduchá. Výmena vačiek, ihlíc a ďalších dielov je pohodlná s naším profesionálnym vedením. Jeho výhodou je úspora času chybám a zabezpečenie efektívnej výroby.
S valcom s použitím špeciálneho materiálu z hliníkovej zliatiny pre letecké plavidlá, ľahšou hmotnosťou pripravenou na vysokú rýchlosť a vynikajúcou úsporou času chladenia. Aj vzhľad okrúhleho pletacieho stroja so stredným rozchodom je nadštandardný.
Vďaka špeciálnemu závesnému systému podávania priadze na okrúhlom pletacom stroji so strednou hrúbkou je vedenie priadze a lycra uchytenie v stabilnejšej polohe. Je to efektívne na zabezpečenie vysokej rýchlosti výroby stroja a udržanie trvalo dobrej kvality látky.
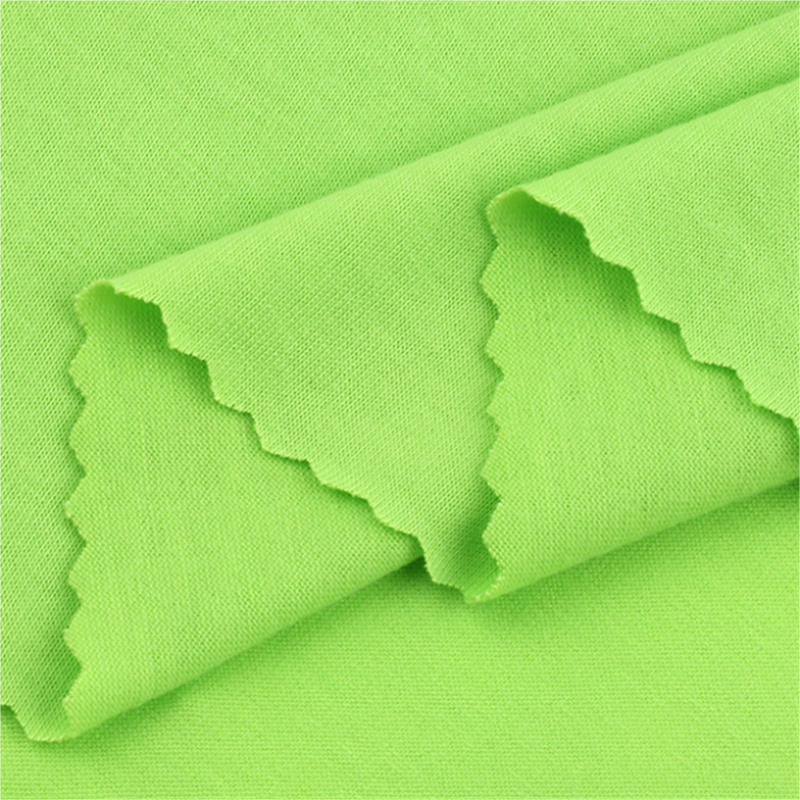
Vzorka látky
Kruhový pletací stroj so strednou hrúbkou pri tkaní široko používa bavlnenú priadzu, polyester a TC. Zmenou usporiadania vačiek je možné pliesť rôzne druhy tkanín z jednoduchého alebo dvojitého úpletu, ako napríklad spandexový jednoduchý úplet, jednostranný polyester/bavlna, jednostranný flísový úplet, farebný úplet, ale je možné vyrobiť aj jednoduché a sieťované úplety atď.



PODROBNOSTI
Na osnovnej cievke okrúhleho pletacieho stroja so strednou hustotou je veľa vretien. Podľa šírky tkaniny a šírky plochej priadze sa použije určený počet osnovných priadzí. Predtým, ako osnovná priadza vstúpi do okrúhleho pletacieho stroja so strednou hustotou, je osnovná priadza prepletená hnedým rámom osnovnej priadze a člnok útkovej priadze je prepletený. V otvore osnova prechádza kruhovým pohybom cez osnovu a je tkaná do rúrkovej tkaniny. Okrúhly pletací stroj so strednou hustotou má niekoľko člnkov a niekoľko útkových priadzí sa tká súčasne.
V počiatkoch boli domáce kruhové krosná dovážané, ale v 90. rokoch 20. storočia sa táto situácia postupne zmenila. V mojej krajine sa prvýkrát zrodili kruhové krosná s nezávislými právami duševného vlastníctva a v roku 1991 boli postupne uvedené na trh kruhové krosná druhej, tretej a štvrtej generácie. V auguste 2000 bol úspešne vyvinutý prvý desaťčlnkový super kruhový krosná na svete, SPCL-10, ktorý integroval množstvo pokročilých technológií. /6000, kruhový krosná piatej generácie, a potom v januári 2005, prvý dvanásťčlnkový super plastový kruhový krosná na svete, ktorý bol dodaný používateľom. O štyri roky neskôr, v novembri 2009, bol objednaný obrovský šestnásťčlnkový plastový kruhový krosná na svete SPCL-16/10000. Doteraz sa úroveň okrúhlych pletacích strojov so strednou rozchodnosťou v mojej krajine stabilne umiestňuje na popredných svetových priečkach.
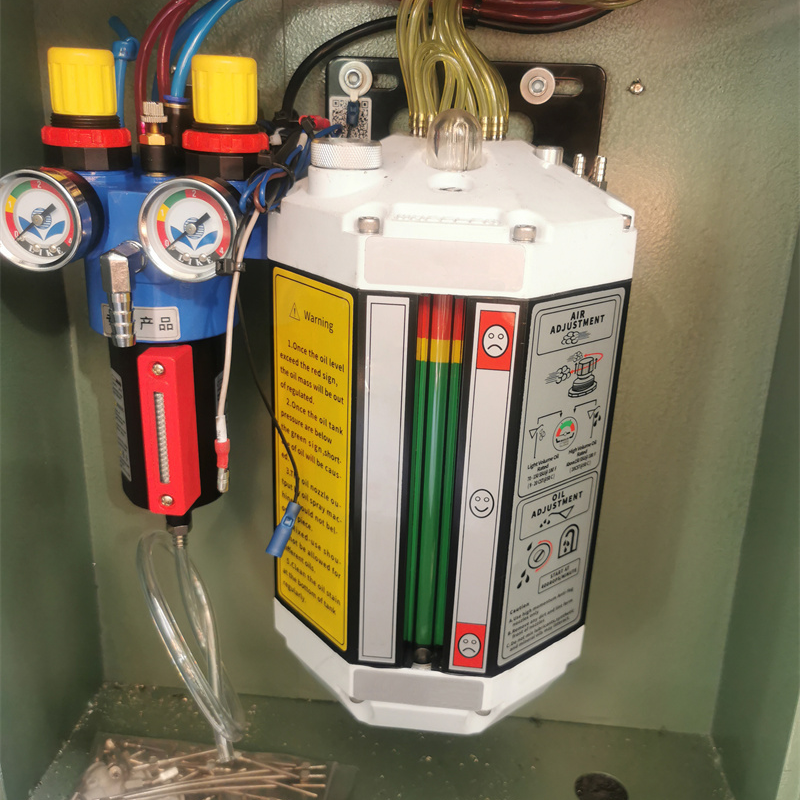
1. Senzor útku: Pravidelne čistite kryt detektora (raz za štyri hodiny). Keď je v prevádzke okrúhly pletací stroj so strednou hrúbkou priadze, uistite sa, že biele svetlo stále svieti. Detektor je navrhnutý na princípe infračervených lúčov. Oslňujúce svetlo ovplyvní výkon senzora. Snažte sa zostať čo najviac v blízkosti stroja. Používajte iba cievky s denným svetlom, ak je povrch vretena lesklý, detektor nemusí fungovať presne, vyhnite sa používaniu hliníkových alebo čiernych cievok, čierna priadza znefunkční detektor.
2. Senzor pretrhnutia útku: Počas bežnej prevádzky kruhového tkáčskeho stavu, keď sa útková niť pretrhne v dôsledku vonkajšej sily, senzor detekuje signál a prenesie ho do ovládača, ktorý riadi kruhový tkáčsky stav a zastaví ho. Ak sa útková niť pretrhne, stroj sa nemôže automaticky zastaviť: Posuňte stroj do kroku, nechajte vodiacu trubicu nite jedného z člnkov behať pod senzorom a manuálne a rýchlo pretrhnite útkovú niť tak, aby sa oceľová guľôčka dostala do detekčného rozsahu senzora. Ak červená kontrolka senzora nesvieti, upravte polohu senzora, kým sa červená kontrolka nerozsvieti, alebo vymeňte senzor.
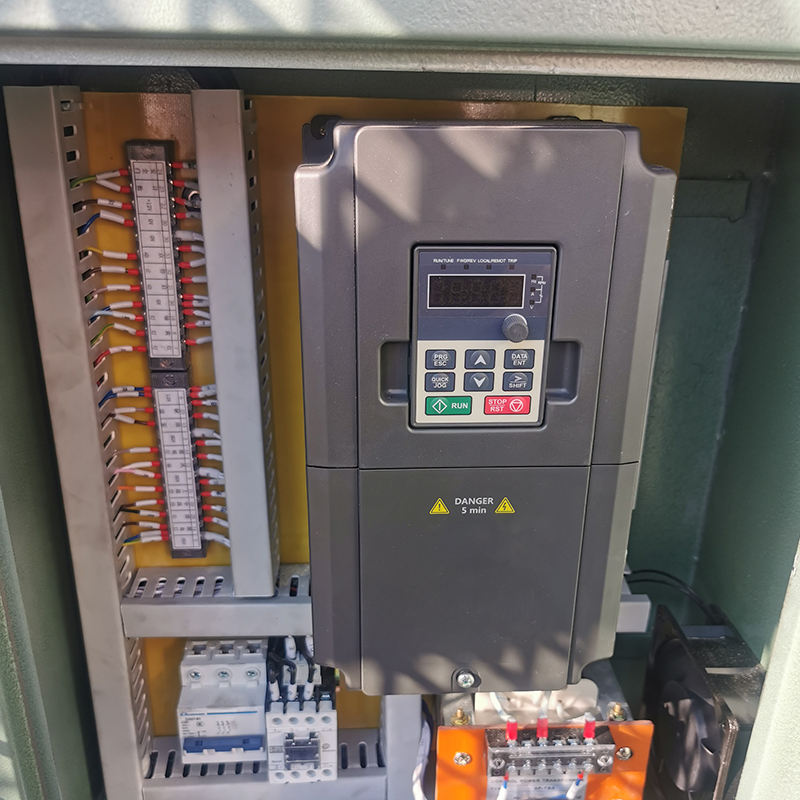
3. Senzor detekcie hlavnej rýchlosti: Ak je počas bežnej prevádzky okrúhleho pletacieho stroja so strednou hrúbkou rozsah premennej frekvencie zosilnenia veľký, je možné, že senzor v dôsledku vibrácií nezachytil otáčanie hlavného motora. V tomto prípade je potrebné upraviť polohu senzora tak, aby bola hlava senzora zarovnaná s ozubenou doskou, a potom pozorovať zvýšenie premennej frekvencie. Ak sa pohybuje v malom rozsahu, stačí to. Ak sa účinok nedosiahne ani po niekoľkých nastaveniach, vymeňte senzor.
4. Zdvihnite detekčný senzor: Ak rozhranie človek-stroj nedokáže presne zaznamenať výstup, skontrolujte, či je zapojenie správne. Ak je zapojenie správne, upravte polohu senzora, spustite stroj a sledujte, či kontrolka bliká. Ak nebliká, zvážte výmenu senzora. Okrúhly pletací stroj so strednou hrúbkou








Kategórie produktov
-

Dvojitý Jersey hore a dole počítačový prenosový jack...
-

Dvojitý džersejový žakárový počítačový kruhový pletací...
-

Kruhový pletený stroj s jednoduchým džersejom a počítačovým žakárom...
-

Kruhový pletený vzor s dvojitým džersejovým vzorom z koralového fleecového rúna...
-

Kruhový pletený ...
-

Dvojitý džersejový prepletený kruhový pletený...